
“一级钢筋接头套筒”也可能是废料!2026年最新检测标准解读
“一级钢筋接头套筒”也可能是废料!2026年最新检测标准解读
在建筑工程的“钢筋铁骨”中,钢筋接头套筒作为连接结构的关键部件,其质量直接关系到建筑安全。尽管“一级钢筋接头套筒”常被视为高品质的代名词,但若缺乏严格的检测标准与规范操作,即便是标称“一级”的产品,也可能因加工缺陷、材料问题或施工不当沦为“废料”,埋下安全隐患。2026年,随着《钢筋机械连接技术规程》(jgj 107-2016)及相关标准的深化实施,对套筒的质量检测提出了更精细化的要求。本文将结合最新规范,解读如何通过系统性检测,识别并规避“伪一级”套筒的风险。
一、套筒质量的“隐形杀手”:为何“一级”也可能成废料?
“一级接头”在技术规范中指接头极限抗拉强度不小于被连接钢筋极限抗拉强度标准值的1.10倍,且具有高延性及反复拉压性能。然而,实际工程中,以下问题常导致“一级”套筒失效:
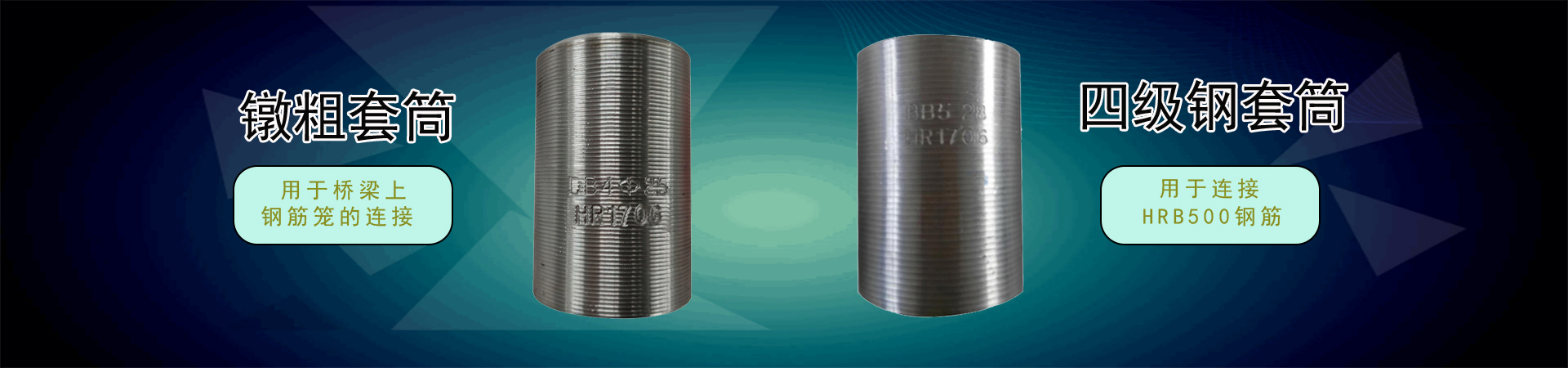
●材料与工艺缺陷:套筒原材料未采用符合《钢筋机械连接用套筒》(jg/t 163-2013)的45号钢冷拔或冷轧精密无缝钢管,或未进行退火处理,导致材料强度不足;内螺纹加工存在毛刺、断丝、牙型不饱满,或表面未做防腐处理,出现黑皮、锈蚀。
●丝头加工不规范:钢筋端部未切平或镦平,形成“马蹄口”,导致螺纹轴线偏心;丝头长度未满足“套筒长度一半+1-2扣”的标准,或螺纹大径偏小,造成连接松动。
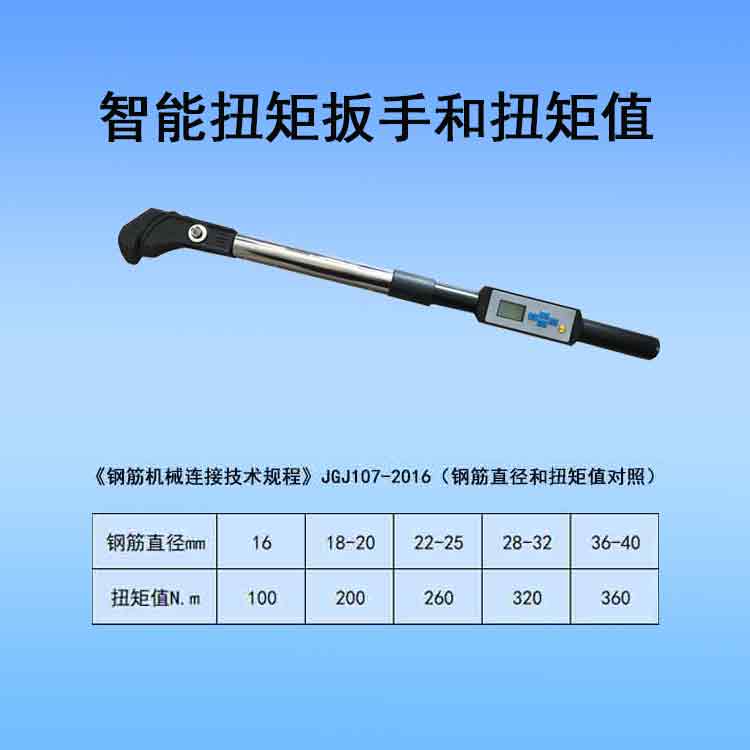
●施工安装偏差:套筒未拧紧至“中间对顶”,单侧外露丝扣超过2扣(国家标准规定强调外露丝扣≤2扣);未使用扭矩扳手检测拧紧力矩,或力矩超标导致螺纹滑丝。
二、2026年检测标准核心:从“合格”到“精准”的升级
2026年的检测重点已从传统的“外观+拉伸试验”转向全过程、全维度的精细化控制,核心变化体现在以下方面:
1. 尺寸与外观的“毫米级”验收
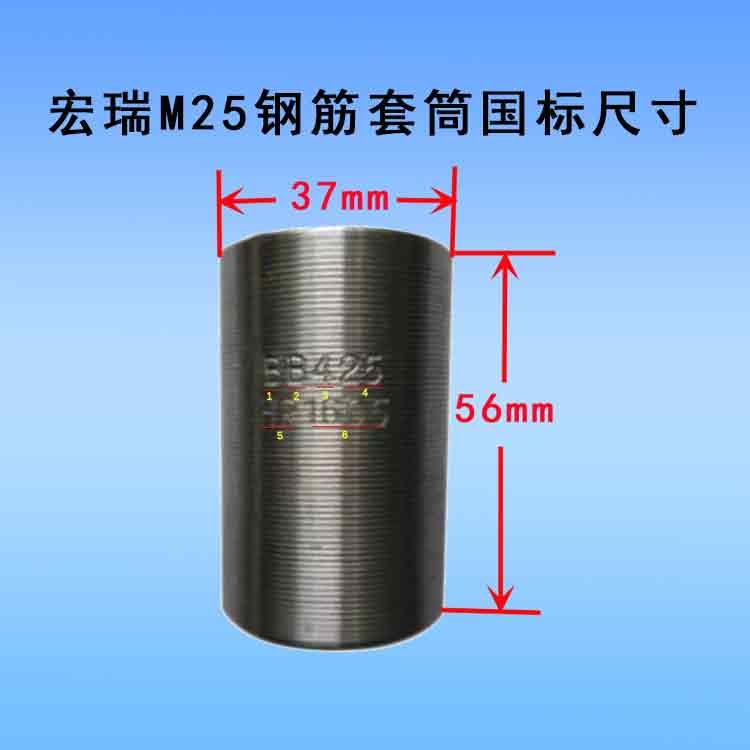
●套筒本体:长度、外径、内径需符合国标(如Φ25三级钢套筒长度≥56mm,外径≥37mm),表面应光滑无裂纹,标记含厂家代码、生产批号。
●丝头质量:牙型需饱满、无断扣,用螺纹环规检测时,“通规”应能顺利旋入,“止规”旋入不超过3扣(2026年强调抽检比例≥10%,合格率需≥95%);丝头长度公差控制在±3.0mm以内。

2. 连接性能的“双指标”判定
●抗拉强度:接头试件需达到“钢筋拉断”而非“连接件破坏”,且极限抗拉强度≥钢筋标准值的1.10倍。
●残余变形控制:新规明确接头在最大力下的总伸长率需≥6.0%,并严格限制残余变形(如直径25mm钢筋接头,单向拉伸残余变形≤0.10mm)。
3. 施工环节的“可追溯”管理
●错开率与保护:相邻接头错开距离需≥35d(d为钢筋直径),丝头加工后需戴保护帽防锈;安装时需用扭矩扳手拧紧,确保“中间对顶”,外露丝扣≤2扣。
三、全流程检测实操指南:从工厂到工地
1. 工厂端:型式检验与原材料把关
●型式检验:每种规格接头需随机抽取12个试件,进行单向拉伸、高应力反复拉压、大变形反复拉压试验,确保符合一级接头性能。
●套筒材质:45号钢套筒需经退火处理,硬度符合hrc20-30;内螺纹需用塞规检测,通规全深通过,止规旋入≤3扣。
2. 工地端:加工与安装的“三查三对”
●查丝头:用卡尺量长度(套筒长/2+1-2扣),环规验螺纹(通规顺旋到底,止规≤3扣);钢筋端面需与轴线垂直,无马蹄形缺口。
●查连接:安装时套筒需居中,两端钢筋丝头在套筒内“对顶”,用管钳拧紧至外露丝扣≤1扣;扭矩扳手抽检力矩(如Φ25钢筋≥260n·m)。
●查验收:每500个接头为一验收批,随机抽取3个试件做拉伸试验;外观检查需记录外露丝扣、拧紧力矩、错开率等数据,实现可追溯。
四、常见误区与风险规避
●误区一:“通规能进即合格”:若止规旋入超过3扣,或丝头牙型不饱满,仍会导致连接强度不足。
●误区二:“拧得越紧越好”:力矩超标可能拉伸套筒导致壁厚变薄,甚至滑丝;力矩不足则无法保证“中间对顶”。
●风险规避:建立“加工-安装-验收”台账,对不合格批次立即退场;采用信息化手段(如二维码追溯系统)记录每个套筒的生产、检测、使用信息。
五、结语
钢筋接头套筒的质量,是建筑工程安全的“隐形防线”。2026年的检测标准,不仅是对“一级接头”性能的严格定义,更是对“全过程质量控制”理念的深化。从原材料的退火处理,到丝头加工的毫米级精度,再到安装时的扭矩控制,每一个环节的疏漏都可能让“一级”沦为“废料”。唯有以标准为尺,以责任为基,方能筑牢建筑结构的“钢筋铁骨”,让每一栋建筑都经得起时间与安全的考验。